
 Scatole personalizzate
Scatole personalizzate 


 Scatole da spedizione
Scatole da spedizione 





 Buste stand-up
Buste stand-up 




.png) Etichette
Etichette 



 Tubi di carta
Tubi di carta  Scatole campione
Scatole campione Produzione di sacchetti
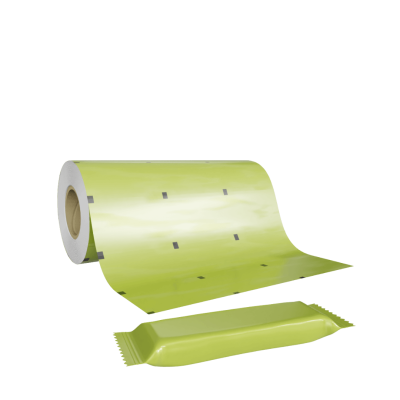
Gli imballaggi flessibili vengono spesso acquistati in rotoli e lavorati su un apposito impianto VFFS o HFFS. In questo caso, il prodotto viene solitamente riempito direttamente in linea e l'imballaggio viene sigillato. Per diversi campi di applicazione sono tuttavia necessari sacchetti prefabbricati, come ad esempio sacchetti con bordi sigillati o sacchetti con fondo piatto. Questi vengono poi aperti, riempiti e sigillati/saldati manualmente o meccanicamente.
Esistono molti tipi di sacchetti prefabbricati, che si differenziano principalmente per la forma delle pieghe e la geometria della saldatura. I sacchetti con fondo piatto sono, insieme ai sacchetti con pieghe laterali e ai sacchetti piatti, la forma di sacchetto più popolare. Il sacchetto con fondo piatto ha un fondo che può essere posizionato in piedi: le cuciture laterali sono semplicemente saldate tra loro. Affinché il consumatore finale possa richiudere il sacchetto, è possibile integrare diverse chiusure a zip.
Principio fondamentale della produzione dei sacchetti
Nel processo di produzione dei sacchetti prefabbricati, il foglio di pellicola viene prima srotolato dal rotolo e poi modellato all'interno della macchina attraverso un processo di piegatura e formatura fino a ottenere il tipo di sacchetto desiderato (ad es. sacchetto piatto, sacchetto con soffietto laterale o sacchetto con fondo piatto). Su richiesta, prima della sigillatura vera e propria viene inserita e sigillata una chiusura a zip richiudibile; che può essere riaperta in un secondo momento per facilitare il processo di riempimento. Le aree particolarmente sensibili, ad esempio la zona laterale della chiusura a zip, possono essere ulteriormente lavorate con saldatura a ultrasuoni prima della saldatura finale, al fine di ottenere la massima tenuta in questi punti. Successivamente, il foglio viene sigillato a caldo nei punti previsti, in modo da formare il fondo e le cuciture laterali: viene saldato lo strato interno sigillabile (ad es. PE o PP). Affinché il fondo piegato o le aree sovrapposte sul lato esterno non vengano “saldati” involontariamente durante la sigillatura, lo strato esterno è tipicamente un film stampato termostabile non sigillabile come BOPP, PET o MDO-PE. A seconda del modello, è quindi possibile ritagliare alcune caratteristiche (ad es. fori Euro, linguette/incavi a strappo o maniglie). Alla fine del processo, il sacchetto finito viene separato dal nastro (ad es. con un coltello o un contorno di punzonatura) e quindi raccolto nell'uscita o imballato direttamente.



