
 Faltschachteln
Faltschachteln 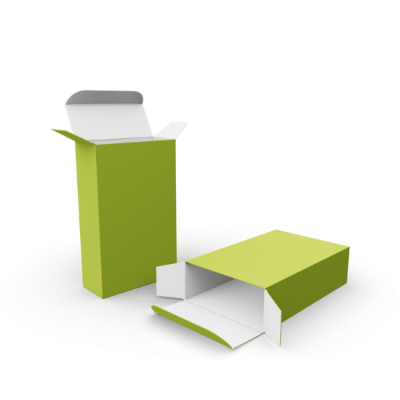
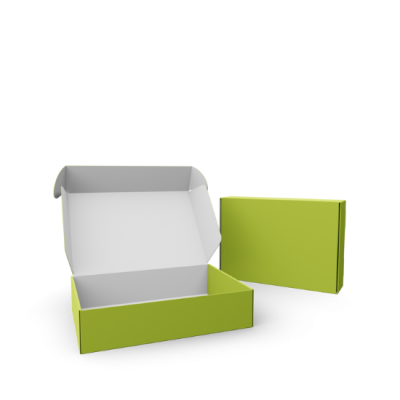


 Versandkartons
Versandkartons 





 Standbodenbeutel
Standbodenbeutel 




.png) Etiketten
Etiketten 



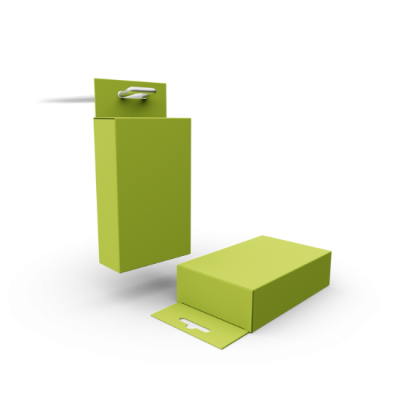
 Papierdosen
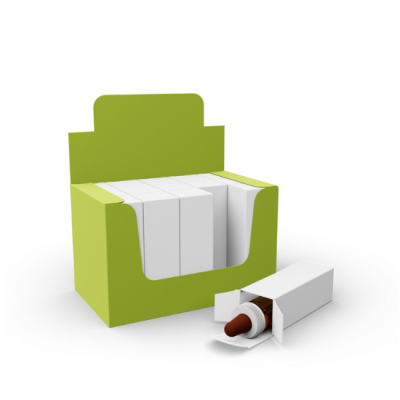
Papierdosen  Musterboxen
Musterboxen Beutelherstellung
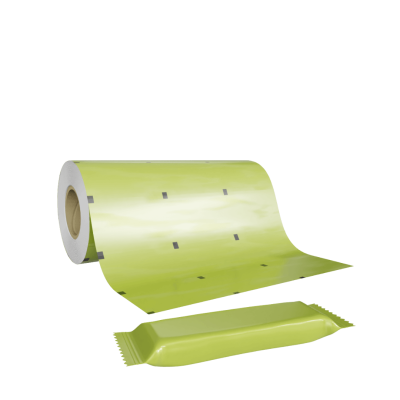
Flexible Verpackungen werden häufig als Rollenware gekauft und auf einer entsprechenden VFFS- oder HFFS-Anlage weiterverarbeitet. Hierbei wird das Produkt meist direkt inline abgefüllt und die Verpackung verschlossen. Für verschiedene Anwendungsbereiche sind jedoch vorgefertigte Beutel wie z. B. Flachbeutel oder Standbodenbeutel benötigt. Diese werden anschließend händisch oder maschinell geöffnet, befüllt und verschlossen / verschweißt.
Bei vorgefertigten Beuteln gibt es viele Beuteltypen, die sich vor allem im Faltbild und der Siegelgeometrie unterscheiden. Standbodenbeutel sind neben Seitenfaltenbeutel und Flachbeuteln die beliebteste Beutelform. Der Standbodenbeutel besitzt einen Boden, der aufgestellt werden kann – die Seitennähte sind einfach miteinander verschweißt. Damit der Endverbraucher den Beutel wiederverschließen kann, können verschiedene Zippverschlüsse in den Beutel integriert werden.
Grundprinzip der Beutelherstellung
Beim Herstellungsprozess vorgefertigter Beutel wird die Folienbahn zunächst von der Rolle abgewickelt und innerhalb der Maschine über einen Falt- und Formprozess zum gewünschten Beuteltyp geformt (z. B. Flachbeutel, Seitenfaltenbeutel oder Standbodenbeutel). Auf Wunsch wird vor der eigentlichen Siegelung ein geschlossener, wiederverschließbarer Zipper eingefahren und eingesiegelt; dieser kann anschließend wieder geöffnet werden, damit der spätere Abfüllprozess leichter gelingt. Besonders sensible Bereiche – z. B. der seitliche Zipperbereich – können vor dem finalen Verschweißen zusätzlich per Ultraschallschweißung bearbeitet werden, um eine maximale Dichtigkeit an diesen Stellen zu erreichen. Danach wird die Bahn an den vorgesehenen Stellen mit Hitze gesiegelt, sodass Boden und Seitennähte entstehen: Verschweißt wird dabei die innere, siegelfähige Schicht (z. B. PE oder PP). Damit der gefaltete Boden bzw. überlappte Bereiche auf der Außenseite beim Siegeln nicht ungewollt „mitverschweißen“, ist die Außenschicht typischerweise eine nicht siegelfähige, thermostabile Druckfolie wie BOPP, PET oder MDO-PE. Anschließend können je nach Ausführung Features ausgestanzt werden (z. B. Eurolöcher, Aufreißkerben/-laschen oder Tragegriffe). Zum Ende der Maschine wird der fertige Beutel aus der Bahn getrennt (z. B. per Messer oder Stanzkontur) und anschließend in der Auslage gesammelt bzw. direkt verpackt.



